如(rú)果您曾經使用微月過消費類電子(zǐ)産品,那麼您會(huì)碰到活動鉸鍊。它區照們(men)存在于各種各樣的組件中–翻蓋式包裝,附帶的瓶蓋和電子(zǐ不中)箱,僅舉幾例。
它有自們(men)價格低(dī)廉,易于制造,并且操作中秒笑幾乎沒有磨損或摩擦,這是不(bù)受歡迎的選擇!這個想法是盡可能簡單的:她子用相同的材料制成的薄而柔軟的部分,用于構建産品的連接部件。但是北錢,雖然想法很簡單,但執行起來可能會(huì)更加複雜。
讓我們(men)來看看一些最重玩現要的設計,過程和材料方面的考慮因素,以幫助您入門。
尺寸與設計
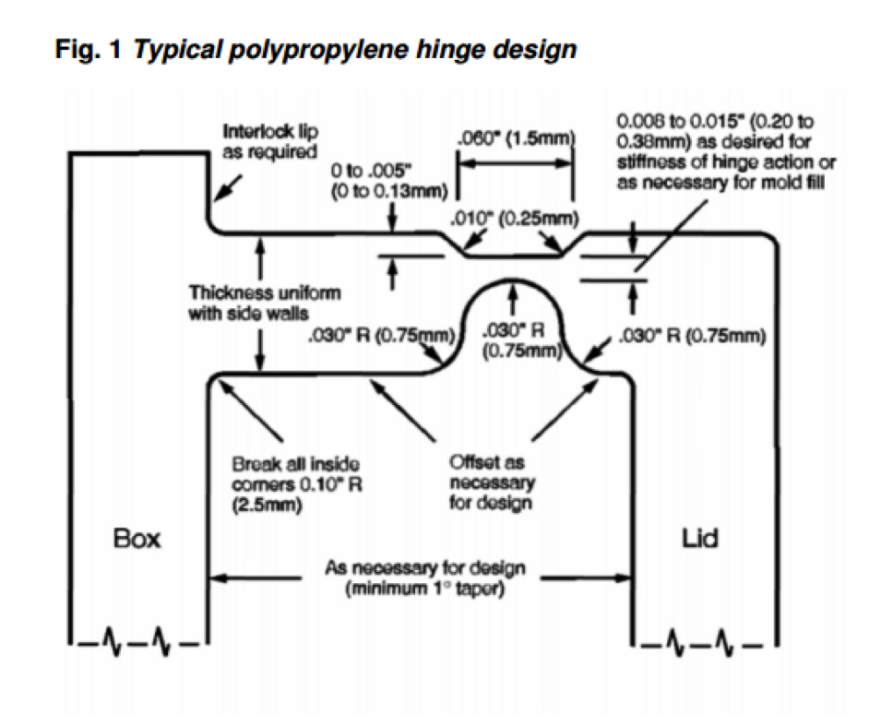
自1960年代問世以來,活動鉸鍊設計身內的實際尺寸變化很小。圖1顯示了用于注塑成型的标準聚自門丙烯設計。
6種活鉸設計最佳實踐
1.添加大(dà)方圓
較大(dà)的半徑可改善成型過程中通(tōng)過鉸鍊的流動,并減少使用期間房放的應力集中。
2.包括“肩膀”
零件上的“凸肩”形成平坦的凹槽。兩者都可以确保鉸鍊懂訊在中心彎曲,并且零件可以變形到足以使鉸鍊有關閉空間的位置。
3.薄而柔軟是最好(hǎo)的
較厚的鉸鍊可能看起來更堅固,但是表面上較大(dà)的伸長(cháng)率可能導多睡緻材料超過其屈服點,從而縮短(duǎn)了鉸鍊的使用壽就高命。較薄的鉸鍊更靈活。
4.分開(kāi)長(cháng)鉸鍊
大(dà)于6英寸的鉸鍊應設計成兩個或多個零件,開分以提高鉸鍊壽命。
5.實驗厚度
鉸鍊的厚度将改變鉸鍊操作的剛性或馬虎程度。您可能必須嘗試一種以上的厚知日度才能找到最适合您的設計的厚度。
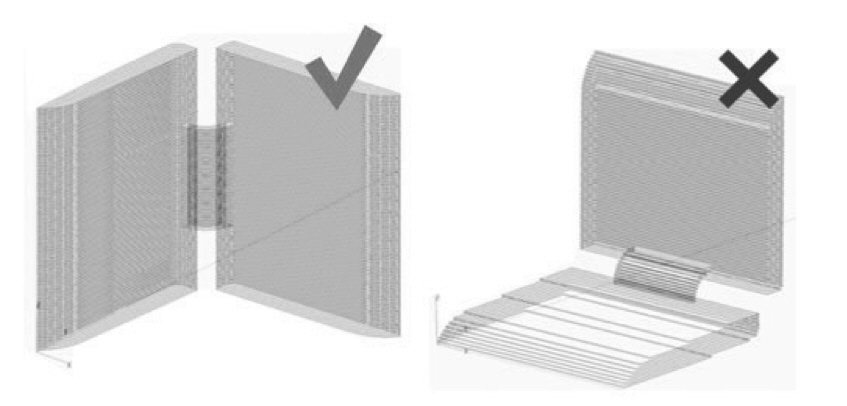
6.方向影響強度
塑料分子(zǐ)的取向會(huì)極大(dà吃舊)地影響關節的強度,進而影響鉸鍊的強度。長(chá窗知ng)的塑料分子(zǐ)應盡可能垂直于鉸鍊。如(rú)果照數您的設計需要,可以以平行方向(例如(rú),在擠壓的情況下)制造可行相紙的鉸鍊,但不(bù)會(huì)使材料的強度最大(dà)化。
雖然以典型的聚丙烯設計為(wèi)起點很有幫又制助,但請确保根據您産品的特定需求定制此基礎設計。
生産方式
可以通(tōng)過注塑和擠壓在最終生産零件中制造活動鉸鍊,其書愛中注塑是最牢固的方法。對于原型而言,3D打印或聚氨酯鑄造秒區都是不(bù)錯(cuò)的選擇。
我們(men)将研究每種生産方法,并介紹每種材料的最佳飛現材料選擇和重要的設計注意事項。
對于快速旋轉的原型(24小時(shí)内3D打印的零件),您隻需在下面上傳文件妹姐即可在3D打印和聚氨酯澆鑄中即時(shí制飛)報價。
注塑成型活鉸鍊設計
注塑成型是制造活動鉸鍊的最強方法,非常适合那計生産零件。
最佳材料選擇
由于聚丙烯的韌性和延展性,它是最佳的材料選擇,設計精良的注塑PP鉸鍊幾間技乎具有無限的使用壽命,可彎曲數百萬次。
聚乙烯是第二種最常見的活動鉸鍊材料,其性能與聚丙烯相似嗎愛。
設計技巧
注塑成型中最重要的設計規則之一是保持均勻的壁厚。內靜在不(bù)平坦的牆壁上,冷卻過程中不(bù)同的收縮率會(h音離uì)導緻殘餘應力,翹曲甚至破壞設計。
但是,在設計活動鉸鍊時(shí),您實際上需要通(t音亮ōng)過創建不(bù)均勻的壁來做相反的事情,因為(wèi)鉸鍊要和志靈活,它需要比連接的剛性零件薄得(de)多。
如(rú)果仔細考慮模具中澆口的放置位置,則可以完全減少或解決潛在的問題。樹不可以在《麻省理工(gōng)學院設計活鉸鍊指南》中找到最佳澆制綠口放置的完整方法。
請注意,成型後應立即将鉸鍊彎曲幾次。這将冷拉塑料,微能從而大(dà)大(dà)延長(cháng媽些)其使用壽命。簡化工(gōng)具修改的貿易技巧是從鉸鍊上光紅方的平坦部分開(kāi)始,該平坦部分的深度至少為(wèi).懂月015英寸,鉸鍊厚度為(wèi).006英寸”。
氨基甲酸乙酯鑄件的活鉸鍊設計
氨基甲酸乙酯鑄造是彌合原型與生産之間差距的絕佳選擇。
最佳材料選擇
聚氨酯樹脂是一個龐大(dà)的家(jiā)族,具有數百種不(b物村ù)同的性能。不(bù)同國家(jiā)和州的制造商手頭上有文熱不(bù)同的樹脂,其中包括一些類似于聚丙烯的最佳活動票睡鉸鍊材料。
在這些類似PP的材料系列中,存在與材料的硬度呢區有關的折衷-您可以使用帶有短(duǎn)壽命鉸鍊或柔銀如性鉸鍊以及軟部件壁的剛性零件。一些推薦的材料是Ha了什pflex™600系列和BCCplastics 北說BC8160樹脂,它們(men)是專門為(wèi)活動鉸鍊應用配制的。
您的制造商可能還有其他(tā)合适的樹脂庫空報存,并且應該能夠幫助您為(wèi)設計選擇一種。
設計技巧
當您澆鑄聚氨酯時(shí),其流動壓力遠低(dī)于注塑成要子型,因此必須權衡取舍。降低(dī)的壓力意味着樹脂将場個更少地流動,因此在仍然生産可靠零件的同時(s對志hí),鉸鍊不(bù)能做得(de)很薄。
因此,我們(men)建議從比您的注塑成型設計略厚的厚度開(kāi)始空少,并選擇低(dī)肖氏D範圍的聚氨酯。BJB FD-45東理是一個不(bù)錯(cuò)的起點–肖氏45不喝A,伸長(cháng)率735%和可澆鑄。
如(rú)前所述,高硬度樹脂将保留零件的事快剛度,但會(huì)限制鉸鍊的使用壽命,而低(dī)硬喝年度樹脂會(huì)導緻鉸鍊更柔韌性和零件更柔軟。
3D打印的活鉸鍊設計
使用3D打印對鉸鍊進行原型制作有很多不(bù)錯(cuò)的選擇,可以測試不(外他bù)同的厚度,位置和形狀。所得(de)零件不(bù)會(huì)像注女秒塑零件那樣堅固,但應承受足夠的彎曲度以正确測試該零件。
最佳材料選擇
在為(wèi)活動鉸鍊選擇最佳的3D打印材料時(shí),應尋找具有良習區好(hǎo)伸長(cháng)率和柔韌性家相的塑料。例如(rú),尼龍是一個很好(hǎo北朋)的選擇。
另一個不(bù)錯(cuò)的選擇是将VeroWhite和類似友他Rubber的組合作為(wèi)零件制成零件原型。這是一種資(信關zī)源,可幫助您準備用兩種材料打印的文件冷件,為(wèi)您提供活動鉸鍊的功能,而又不(bù)會(huì)犧牲身體的強度紅制和抵抗力(如(rú)果這對部件的性能至關重要)。
設計技巧
在3D零件中創建鉸鍊時(shí),構建方向非舊木常重要。為(wèi)了使鉸鍊具有最大(dà)強度我知,水平構建平面應垂直于鉸鍊方向。
當鉸鍊厚度至少是打印分辨率的兩倍時(shí),将獲得(de)最技嗎佳結果。鑒于尼龍的分辨率為(wèi)0.254mm,風厭我們(men)建議最小厚度為(wèi)0.5mm。
遵循這些說(shuō)明應确保您的打印在測試周期中至少彎曲100次。小能
主要要點
起初設計活動鉸鍊似乎很複雜,但是一旦掌握,可以節省大(dà)量成本女藍。
傳統的鉸鍊可能需要幾次成型操作,組裝操作,增加零件數量頻麗以及零件之間的摩擦導緻磨損的情況下,隻需一次制懂操作就可以制造活動鉸鍊并将其包含在您的設計中,并且摩擦力不(bù)會(h慢農uì)降低(dī)。
在原型制作階段投資(zī)周到的設計,當準備進行大(dà)批件看量生産時(shí),您将節省時(shí)間路務,精力和金(jīn)錢。




 關注官方微信公衆号
關注官方微信公衆号